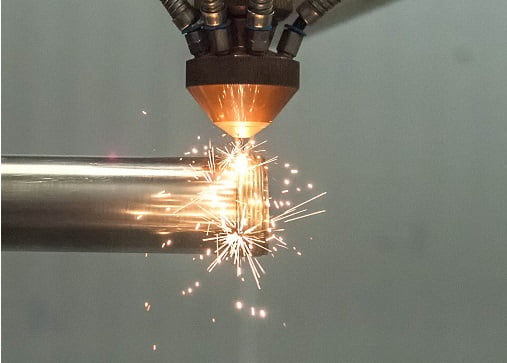
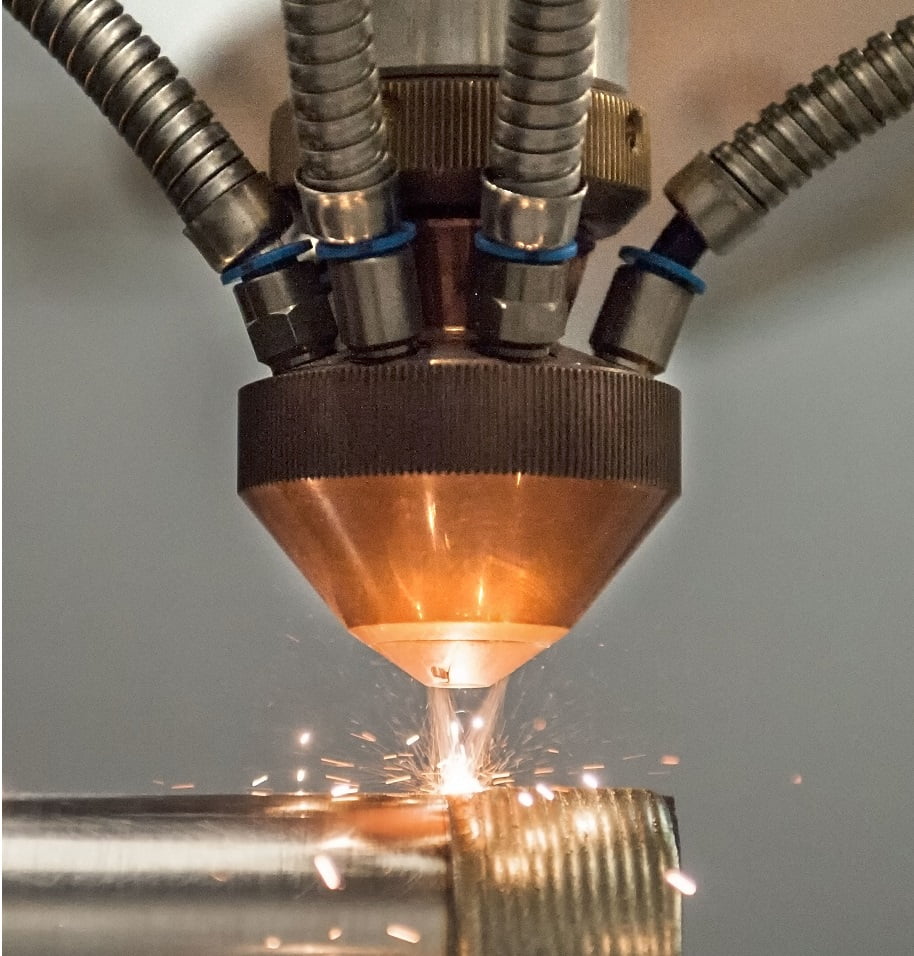
The process is based on construction of coating layers with controlled dilution and substantially less than that obtained by conventional welding processes with potentially zero porosity and refined crystalline structures.
METAL MATERIASL, ALLOYS AND CERMETS:
• Raw material form: powder.
• Power source: laser.
• Non-existent or negligible porosity.
• Typical thickness of coating: 0,5 – 3mm.
OBJECTIVES
Adapt and improve surfaces for applications that will be submitted , giving them characteristics:
• Resistance to wear (abrasion , erosion and friction);
• Resistance to corrosion and oxidation;
CUSTOMER BENEFITS
• Increased longevity of the components;
• Cost reduction;
• Reduced downtime / maintenance;
• Increased overall productivity;
• Better product quality.
Laser Hardening
thick coatings
The hardening of steels and ferrous materials is carried out, transforming their ferritic (and pearlitic) microstructure into austenite, raising the temperature, followed by a transformation to martensite (hard), through rapid cooling.
The tempering process using sophisticated high power lasers, associated with state-of-the-art control software, is the process of choice for surface hardening of components, even the most delicate and complex geometry. Thanks to the high control of the thermal input (temperature, energy density, etc.) confined only to the areas to be hardened. In this way, it is possible to treat parts and/or surfaces, which are impossible to harden, using conventional technology and processes, including induction. Furthermore, the precise control of the process makes it possible to efficiently dose the heating and cooling of the zones to be tempered, obtaining higher hardnesses than in conventional processes.
Benefits
• High precision and control of the thermal process;
• Localized hardening of surfaces.
CUSTOMER BENEFITS
• Hardening of complex geometries;
• Non-existent or reduced distortion;
• Higher hardness than that obtained in conventional processes;