- +351 239 980 430
- info@duritcoatings.pt
- Mon-Fri: 9:00 - 18:00
- Follow Us
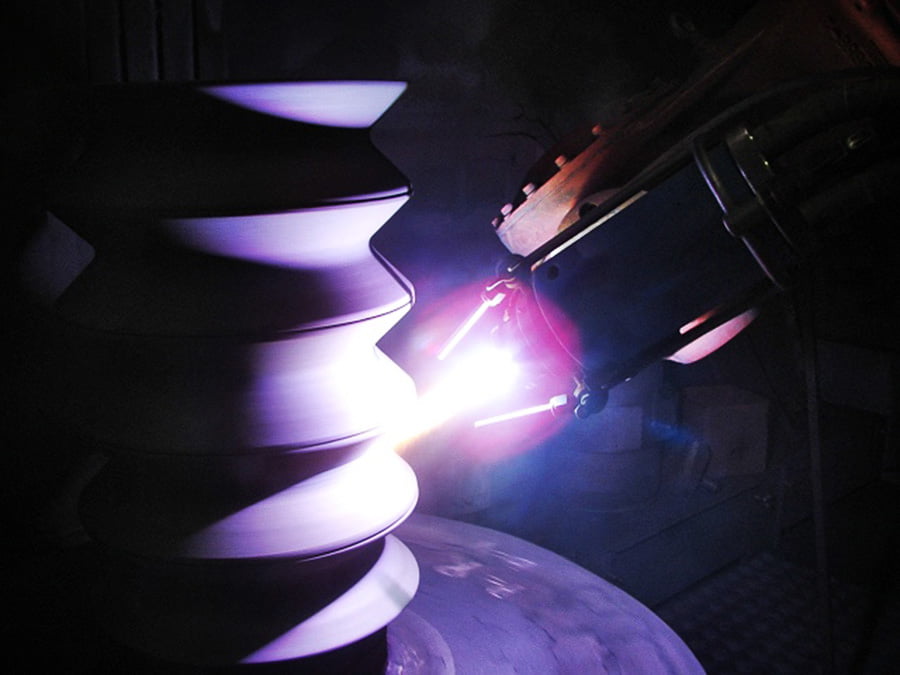
APS – Atmospheric Plasma Spraying
thick coatings
The process basically relies on the introduction of the raw material in particulate form within the plasma jet , in order to accelerate them and fuse .
The process is based on the formation of plasmogen means , from the dissociation and ionization of the gas by a high-power electric arc (about 80KW ) between a cathode and an anode tubular . The gas flow rate generated is high, in the order of 1000 m / s , since the exit of the torch, the gas tending to return to its normal energy state ( lowest energy ) again forming an associated highly exothermic reaction .

CERAMIC MATERIALS:
Al2O3; TiO2; Al2O3/TiO2; Cr2O3; Cr2O3/TiO2; Cr2O3/SiO; ZrO2/CaO; ZrO2/MgO; ZrO/YO/CeO; ZrO2/Y2O3.
• Raw material Form : powder .
• Typical flow of raw material : 2.5 to 3.5 kg / h.
• Gas typical speed : 1,000 m / s .
• Typical particle velocity : 200 m / s.
• Power Source: plasma state .
• Temperature of the power source 10 000-20 000 ° C.
• Typical adhesion voltages : 20-50 MPa.
• Typical porosity : 4 to 8 %.
• Typical coating thickness : 200-1000 microns
OBJECTIVES
Adapt and improve surfaces for applications that will be submitted , providing characteristics:
• Resistance to wear (abrasion , erosion and friction) ;
• Resistance to corrosion and oxidation ;
• Conductivity or electrical insulation, thermal or magnetic ; optical ;
• Biocompatibility.
CUSTOMER BENEFITS
• Increased longevity of the components;
• Cost reduction ;
• Reduced downtime / maintenance ;
• Increased overall productivity ;
• Better product quality .
EAWS - Electric Arc Wire Spray
thick coatings
In this process, an electric arc is established which causes the fusion of two wires continuously fed . By means of a jet of high pressure air is projected molten metal onto the substrate .
With this process coatings are usually produced intrinsic porosity of about 3 %, and the levels of adhesion of 40 MPa . The typical thickness of the coatings produced with this technology is between 300 and 2.000μm .


MATERIALS AND METAL ALLOYS:
Mo99.9+, Cu5Al, Ni20Cr, AISI420, AISI316, Liga C-276, etc…
• Raw material : wire.
• Typical feedstock flow : 10 to 20 kg / h.
• Typical particle velocity of 100 m / s .
• Power source: electric arc.
• Temperature energy source : 5500 º C.
• Typical voltages accession : 15-40 MPa.
• 3% typical porosity.
• Thickness of layers : 200-5000 microns.
OBJECTIVES
Adapt and improve surfaces for applications that will be submitted , giving them characteristics:
• Resistance to wear (abrasion , erosion and friction);
• Resistance to corrosion and oxidation;
• Conductivity or electrical insulation, thermal or magnetic ; optics;
• Biocompatibility.
CUSTOMER BENEFITS
• Increased longevity of the components;
• Cost reduction;
• Reduced downtime / maintenance;
• Increased overall productivity;
• Better product quality.
HVOF - High Velocity Oxi-Fuel
thick coatings
The process is based on continuous oxygen combustion of a fuel. Combustion gases entering a chamber , where the raw material in powder form injected axially through the flow stream of an inert gas , usually nitrogen.
The high gas pressures associated with geometries designed specifically to promote the acceleration of the same , allowing the coating material get speeds of the order of 300 m / s with a gas velocity of 2140m / s.
This process is especially designed for the application of high quality anti-wear coating , which is characterized by high hardness (approximately 1.200HV ) , low porosity (0.5-1% ) and high adhesion to the substrate (> 80 MPa) . Typical thicknesses of these applications varies between 50 and 400μm .


CERMETS
WC/Co; WC/Co-Cr; WC/Ni; WC/NiCr; WC/NiCrBSiFe; Cr2C3/NiCr.
• Raw material form: powder;
• Typical flow of raw material : 2.5 to 3.0 kg / h;
• Typical gas velocity : 2000 m/s;
• Typical particle velocity : 300 m/s;
• Power source: combustion of propane with oxygen or hydrogen;
• Temperature energy source : 3000 º C;
• Typical adhesion voltages > 80 MPa;
• Typical porosity : 0.5 to 1%;
• Typical thickness of coating : 100-500 micrometers.
OBJECTIVES
Adapt and improve surfaces for applications that will be submitted , giving them characteristics:
• Resistance to wear (abrasion , erosion and friction) ;
• Resistance to corrosion and oxidation ;
• Conductivity or electrical insulation, thermal or magnetic ; optics ;
• Biocompatibility.
CUSTOMER BENEFITS
• Increased longevity of the components;
• Cost reduction ;
• Reduced downtime / maintenance ;
• Increased overall productivity ;
• Better product quality.
contacts
- Parque Industrial de Taveiro Lote 41 e 42 3045 - 504 Taveiro - Coimbra | Portugal
- Calls to Portuguese landline Network : (+351) 239 980 430
- info@duritcoatings.pt